


How Smart Warehouse Systems Bring Accuracy to Chemical & Materials Manufacturing
Table of Contents
In chemical and materials manufacturing, inventory errors are not minor operational issues—they are financial, safety, and compliance risks. When raw materials move in bulk quantities, measured in tons, barrels, or pallets, even small discrepancies create cascading effects across production, procurement, and delivery.
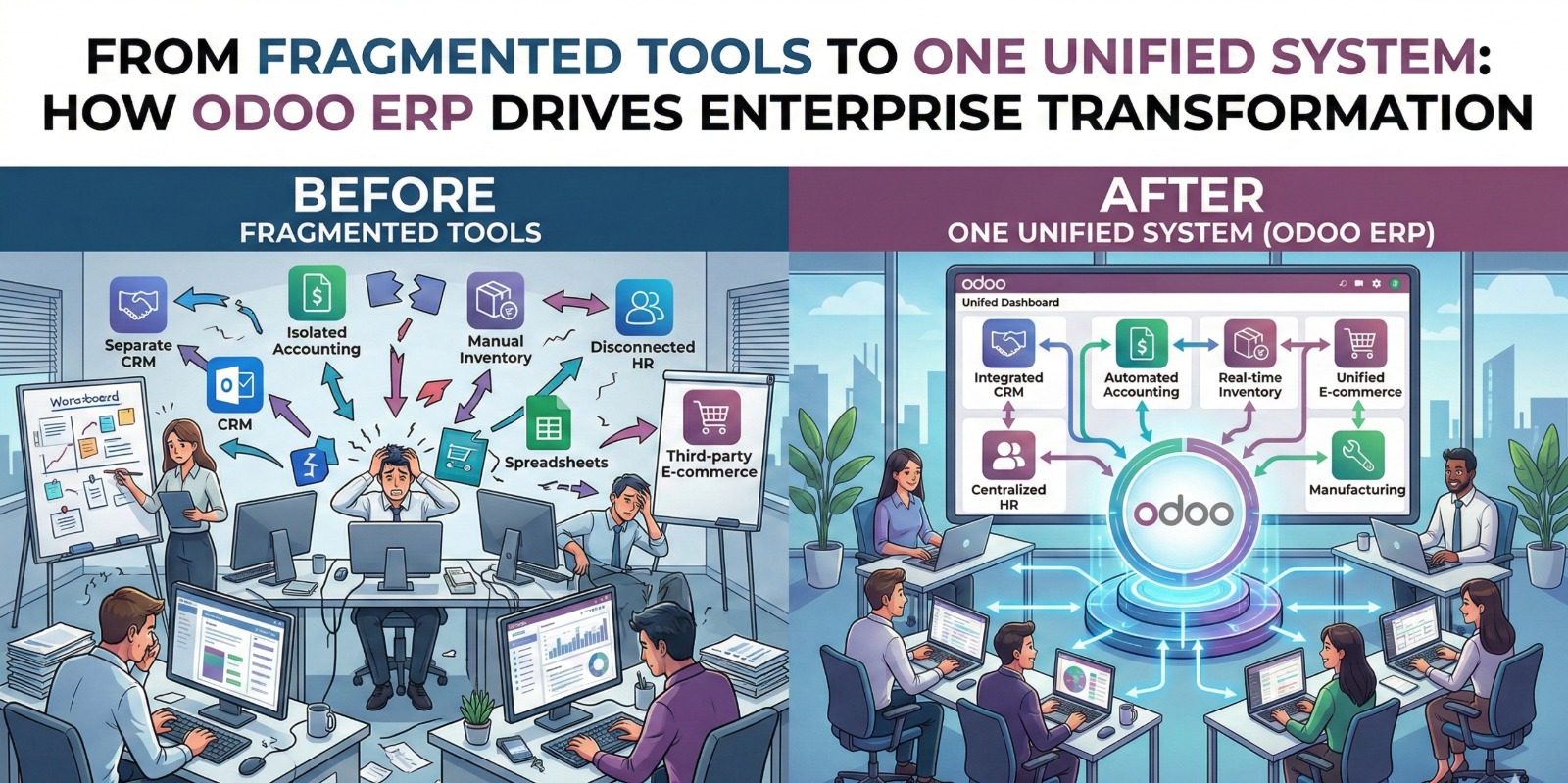
For inventory and warehouse managers in bulk manufacturing environments, the pressure is constant. Stock must be accurate. Batches must be traceable. Expiry dates must be monitored. Safety compliance must be maintained. Yet many operations still rely on manual logs, spreadsheets, or disconnected systems.
This gap between operational complexity and system capability is where modern inventory control solutions—such as Odoo Inventory & Warehouse Management—become transformative.
The Hidden Risks in Bulk Manufacturing Warehouses
Chemical and materials warehouses face unique challenges:
- Large-volume stock handling
- Batch and lot traceability requirements
- Expiry management and shelf-life control
- Multi-location storage (silos, tanks, warehouses)
- Strict regulatory compliance
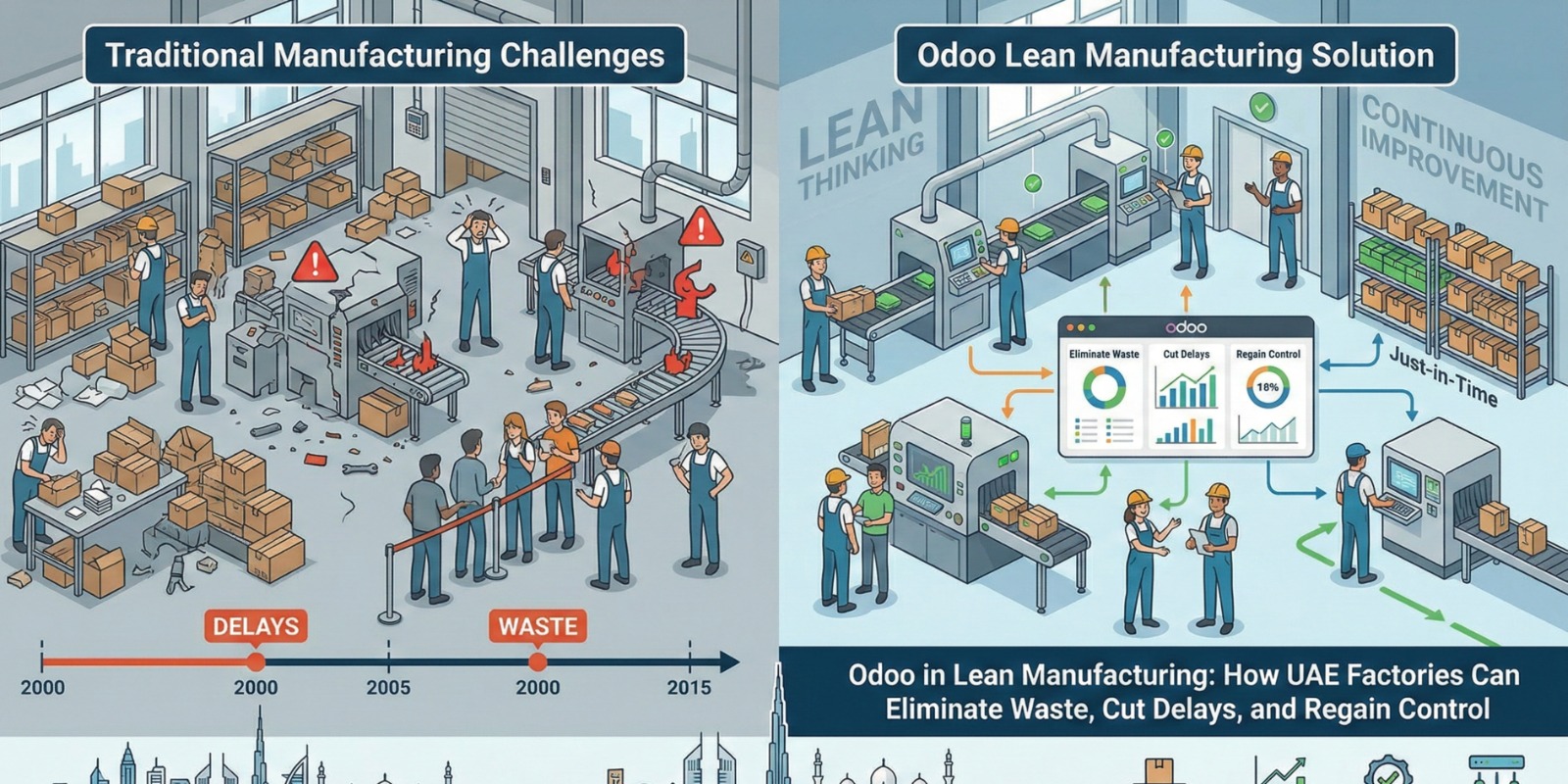
In bulk environments, traditional inventory methods fail because they lack real-time visibility. Discrepancies often surface only during audits or production stoppages.
The result is production delays, excess procurement, safety exposure, and financial loss.
The Structured Flow of Controlled Bulk Inventory
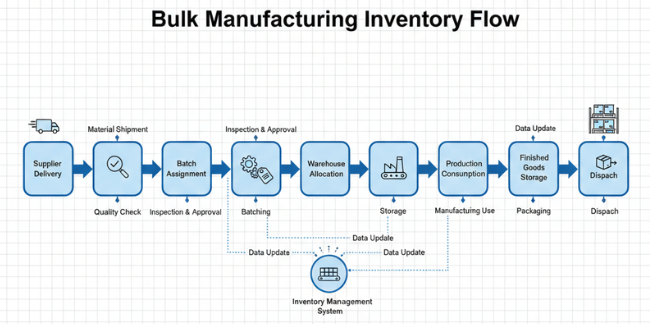
Each step must update inventory instantly to prevent inconsistencies.
Modern warehouse control systems automate this flow, ensuring that every material movement is recorded and traceable.
Traditional Warehouse Management vs Smart Inventory Systems
| Area | Traditional Bulk Management | Smart Inventory Control |
| Stock Tracking | Manual logs / Excel | Real-time digital tracking |
| Batch Traceability | Paper-based | Automated lot tracking |
| Expiry Monitoring | Manual checks | System alerts |
| Inter-location Transfers | Delayed updates | Instant synchronization |
| Compliance Reporting | Reactive | Automated reports |
The difference lies in data accuracy and operational transparency.
Real-Time Batch & Lot Traceability
In chemical manufacturing, traceability is non-negotiable. A system must record:
- Batch number
- Manufacturing date
- Expiry date
- Storage location
- Quantity consumed
If a quality issue arises, managers must trace affected batches within minutes—not hours.
With structured digital tracking, warehouse managers can isolate impacted stock instantly and maintain compliance standards.
Managing Multi-Location Storage
Bulk manufacturers often store materials across:
- Central warehouses
- Production floor staging areas
- Outdoor storage tanks
- Regional distribution centers
Without centralized visibility, stock balancing becomes reactive.
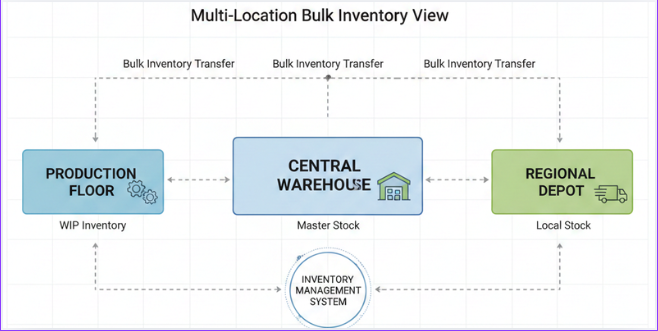
A unified dashboard ensures that each location reflects accurate quantities, preventing overstocking in one site and shortages in another.
Real-World Case Example: Chemical Manufacturer
A mid-sized chemical manufacturer managing raw materials in large volumes struggled with stock inconsistencies between storage tanks and warehouse records.
Before Digital Inventory Control
- Manual tank readings
- Frequent discrepancies during audits
- Production interruptions due to stock mismatch
- High safety compliance risk
After Implementing Structured Inventory Control
- Automated batch recording
- Centralized multi-location visibility
- Real-time production consumption updates
- Integrated compliance reporting
Results Within 6 Months
- Reduced stock discrepancies by 30%
- Improved production planning accuracy
- Faster audit response time
- Lower excess inventory carrying cost
Operational confidence increased significantly.
Intelligent Replenishment for Bulk Materials
Bulk material procurement must balance storage cost and production demand. Automated replenishment rules can:
- Trigger purchase orders at predefined thresholds
- Consider safety stock levels
- Align procurement with production schedules
This reduces emergency purchases and improves working capital management.
Executive-Level Benefits for Warehouse Managers
A structured inventory system enables managers to:
- Monitor real-time stock levels across all facilities
- Track material consumption patterns
- Detect shrinkage early
- Automate compliance documentation
- Improve overall warehouse efficiency
Inventory shifts from reactive correction to predictive control.
Safety and Compliance Integration
Chemical and materials manufacturing requires adherence to strict safety regulations. Digital systems ensure:
- Hazardous material segregation tracking
- Expiry alerts for sensitive materials
- Documentation readiness for inspections
- Accurate reporting for regulatory authorities
Compliance becomes embedded in operations rather than managed separately.
Why Bulk Manufacturing Requires Structured Systems
Bulk inventory environments amplify errors. A miscounted pallet in retail may create inconvenience. A miscounted tank in chemical production can halt operations.
Structured warehouse control systems:
- Protect production continuity
- Safeguard compliance
- Improve financial forecasting
- Support scalable growth
Inventory accuracy becomes a strategic asset.
Final Perspective
Inventory control in chemical and materials manufacturing cannot rely on manual oversight alone. Bulk volumes, safety standards, and regulatory requirements demand precision and real-time visibility.
Modern inventory and warehouse control systems bring structure, automation, and transparency to complex bulk environments. For inventory and warehouse managers, this transformation reduces operational risk and strengthens production reliability.
In bulk manufacturing, accuracy is not optional.
It is operational survival.



Post Comment